TechnologyJanuary 23, 2022
IIoT architectures revolutionize factory production management
Ever shorter response times, increasing volatility and almost unmanageable complexity are bringing production challenges into sharp focus. But the IIoT is providing a new architecture for factory automation which enables an ultra-flexible production concept for companies – for greater adaptivity and resilience.
The defining architectural pattern is still the so-called automation pyramid which is characterized by a hierarchical structure and, due to lower bandwidths and processing capacities in the past, a compression per level. Production orders are controlled from the top (management level) to the bottom (field level) and enriched by additional (local) knowledge (e.g. robot programs) depending on the level. On the other hand, status information, sensor data etc. are compressed from bottom to top to an increasing degree.
Ultra-flexible manufacturing
However, to allow a new level of flexibility, the automation pyramid needs to be opened up. Fixed chains of processes will play an increasingly smaller role in the ultra-flexible manufacturing of the future; instead, there will be flexible machine parks that will be used dynamically, i.e. based on workload, for individual production orders. Fleets of automated guided vehicles (AGVs) will handle the transport of materials and semi-finished products. Other operations will involve multi-operable manufacturing islands, for example, in which skilled workers carry out a wide variety of assembly tasks and which are also controlled dynamically and based on orders.
Production chains will also become more resilient. If there is a sudden order peak or, conversely, a resource bottleneck, fast reconfiguration of manufacturing structures virtually in real time should be possible.
This will have a range of consequences: Firstly, infrastructure networks available as in every place equally will be required to operate the AGVs and reconfigure the machine parks. Secondly, factory management can no longer be top-down, but must be supplemented by data from the field level. This involves, on the one hand, information such as “Material XY has now arrived at production island 123” and, on the other hand, status data from devices such as power supply units to allow targeted and fast detection of any faults.
Finally, the factory of the future needs to function as an organism that is continually optimized and developed. It must be possible to access all required information at the press of a button, without needing to adapt control programs, for example.

In the Fürth factory, RTLS transponders are the visible sign of data-driven production management.
Costs for data will be almost zero
In particular, the availability of all information is essential – also without knowing the specific use case beforehand. Its importance can be compared to that of Gutenberg’s invention of the printing press. Before the printing press, replicating and distributing information (in the form of books) was extremely expensive and error-prone; it was necessary before the “copy job” to carefully consider which books were worth replicating and which were not.
However, with the invention of the printing press, costs decreased to a minimal level so that all authors could publish their work with low financial risk – and recipients could then decide what was useful and would therefore be bought and what would be forgotten.
For the factory of the future, the digital transformation and the IIoT play a similar role to Gutenberg’s printing press. In this case, also, it is now the case that the replication, storage and processing of data is almost free, and this data is no longer only used in the context of advance planning, but is (possibly) used when it transpires to be important at some time in the life cycle of the factory. However, this necessitates architecture that goes beyond silos and hierarchical aggregation. This data-driven factory allows incremental learning because new benefits can be obtained from the data step by step, application by application. The IIoT, as a result, provides the basis for data-driven management of the processes, all the way to the development of AI applications for specific, complex tasks.
Factory management consequences
What does this mean specifically for production management? In the data-driven factory, for example, a production order is not simply put into production, but automatically reconciled with the actual availability of the material at the assembly site. This eliminates search and waiting times, which instead can be utilized productively. By integrating predictive maintenance, it is possible to synchronize unplanned maintenance work with production planning in advance. Ultimately, the IIoT architecture provides the basis for new factory layouts, in which only a loose link between individual machine parks exists instead of a fixed production chain. The control and the coordination of machine utilization, mobile transport vehicles and robots, material flow, and employees are crucial here – and can only be regulated based on “real-world information”.
Which technologies and concepts are required for this? A few examples:
Mobile machines and robots
Industrial Wireless LAN and Industrial 5G are used for the communication between mobile machines and robots. Here, 5G in particular will offer an infrastructure that also meets real-time requirements/offers significantly greater bandwidth for the implementation of even complex applications (e.g. use of autonomous transport vehicles on a large scale).
Integration of assets without communication capability – things become smart objects: Radio frequency identification (RFID) and real-time locating systems (RTLS) enable data-based integration of movable assets that possess no communication capability themselves, e.g. material boxes, intermediate products, and tools. RFID enables the direct identification at machines or transfer points and – when smart labels are used – can also serve as permanent identification. RTLS offers identification and localization in real time and – when display transponders are used – can also enable new ways of human-machine communication.
Predictive maintenance
Sensors and field devices supply data from machinery and equipment on site that is not directly needed for automation. Intelligent devices – such as Sitop power supplies with communication capability – can feed the data directly into the factory management, e.g. to collect power consumption profiles. Since many sensors are already connected to a programmable logic controller (PLC), the PLC can also be used as a “data collector” via suitable modules.
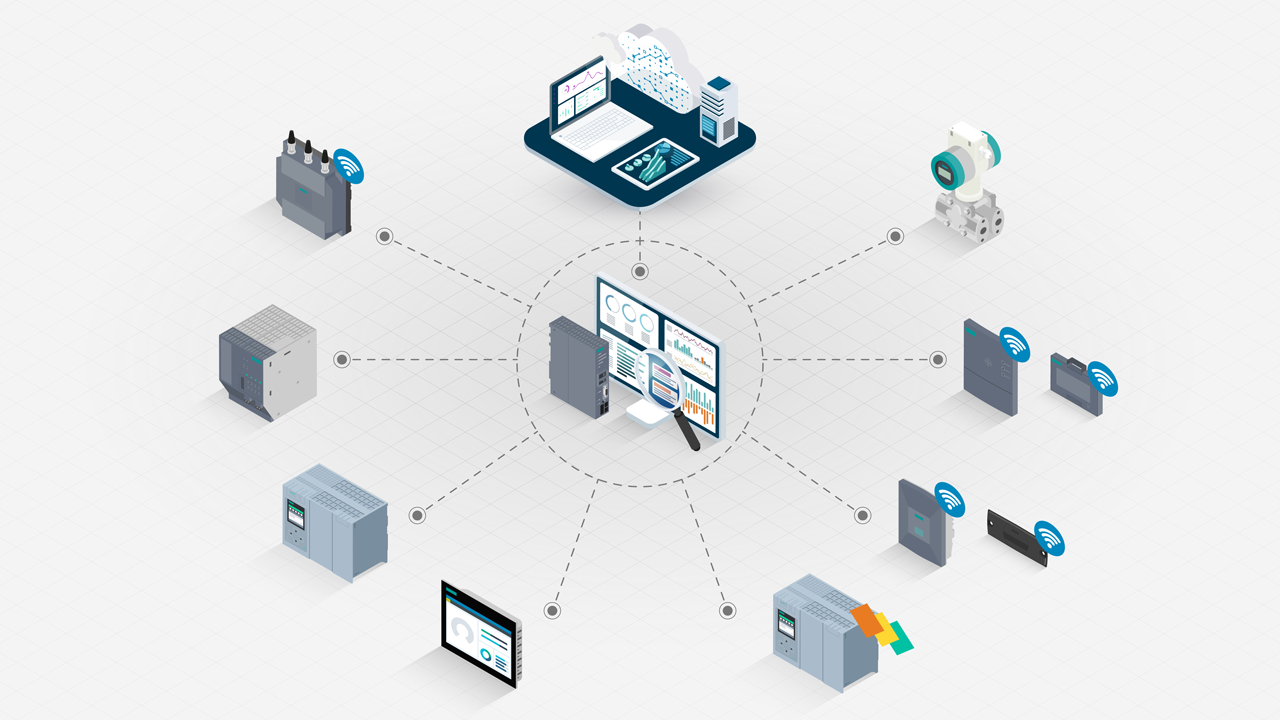
At the core of this architecture is a high-performance and flexible network infrastructure that meets the special requirements of OT (availability as top priority with tiered quality-of-service levels), supplemented by a management platform for operation, diagnostics, and optimization.
Data captured in this way can be used in different architectures and applications. Edge devices handle this data close to the process. A cloud-based solution with Data Lake enables comprehensive evaluation and serves as a basis for factory management. Moreover, the data can be distributed across multiple sites and even beyond company boundaries. As a result, suppliers and customers can also feed delivery or demand information in real time into the system of the data-driven factory.

Via RFID and mobile wireless, the supplier is informed of changing requirements directly and in real time.
Practical examples
These concepts have found initial use in various Siemens factories. The factory in Fürth is considered a “low volume/high mix” manufacturing plant, i.e. an unusually diverse variety of products is produced, but in strongly fluctuating and sometimes low quantities. In comparison with mass production, secondary processes such as material transport or setup times play a much greater role than if the same product were to run on the line day after day.
Ultimately, it entails the reversal of the former Industry 2.0 paradigm, which sought economies of scale through a high output quantity. In Fürth, this is achieved by moving away from permanent work spaces and by introducing dynamic self-organization instead of predefined cycles. The Simatic RTLS real-time locating system plays a key role here. Every material container (“black box”) is equipped with an RTLS transponder, which also has a display. This means the position of the order materials can be tracked at all times. However, in contrast to conventional production planning, the order is only displayed to the worker when the material is on site, making expensive mistakes a thing of the past.
A further application of RTLS is in AGV management. Although each AGV is intrinsically safe and stops at obstacles (e.g. when two AGVs meet), this results in time-consuming evasive maneuvers where the AGVs slowly edge past one another. It is better to control the vehicles from a control center, for example in order to stop a crossing AGV until the main route is clear or to provide an alternative route in the event of disturbances – a task perfectly supported by RTLS.
An example of how suppliers can also be involved in the IIoT architecture can be found in the Siemens factory in Karlsruhe, which was recently named “Factory of the Year”. In cooperation with Würth Industrie Service, an electronic Kanban system for so-called C parts (screws, bolts etc.) is operated here. The products are supplied in RFID-tagged containers. When a container is empty, the worker places it on a specific shelf equipped with RFID readers. The container number is read out via mobile wireless communication based on SCALANCE M routers and transferred to Würth order management. In this way, instead of waiting for a manual order, Würth detects volatile requirements immediately and can react to them within a very short time. This means lower workload with higher process quality and adaptivity for both sides – Siemens and Würth Industrie Service.
Collaboration, creativity, technology
The results show it’s often relatively small steps that put companies on the right path. The required technologies are ready and have been extensively tried and tested. But to realize IIoT applications, the way we work together needs to be rethought away from departments and towards multifunctional teams. Collaboration, creativity and the right technologies are key to the factory of the future.
Markus Weinländer, Head of Industrial Connectivity Products, Siemens