

TechnologySeptember 20, 2021
Industry 4.0: the next step in smart manufacturing

Inside the innovations leading the Industry 4.0 manufacturing transformation, there is an emergence at the sensor-driven level. For manufacturers, taking that next step into the future depends on further investment in the technology underpinning advances in factory automation and flexibility.
Today, the most precious resource in the manufacturing industry isn’t steel, coal or electricity, it’s data. Companies are beginning their journey of Industry 4.0 manufacturing, the latest industrial revolution driven by artificial intelligence and massive connectivity.
In this new age, data generated by sensors and digital systems allow businesses to monitor processes taking place in the physical world, laying the foundation for more flexible modes of production—an approach increasingly required by changing consumer demands.
But consumer demand is just the tip of the iceberg when it comes to the current emphasis on industry 4.0. With economic, geopolitical, environmental, and population issues and crises rippling across the globe, industrial labor supply and supply chains are being impacted like never before.
Industry 4.0 manufacturing, is being driven by gains in artificial intelligence and massive connectivity.
The COVID-19 pandemic, for example, is shining a light on this need for advanced technology, real-time data, and flexible manufacturing and supply chains.
With increased automation and robots taking on repetitive, dangerous work, manufacturers can augment human labor and ensure continuity of production. This frees up workers to leverage their cognitive brain power and enables re-shoring of previously off-shored automated and repetitive work.
“There are more and more capabilities people are discussing, like the use of IoT, robots and augmented reality in manufacturing settings,” says Kaibo Liu, associate director of the IoT Systems Research Center and associate professor at the University of Wisconsin–Madison. “You’ll start to see higher and higher resolution data gathered from the manufacturing process, making more aspects of decision-making possible in real time.”
Manufacturers are forced to change how they operate to respond this new type of demand, including more localized manufacturing facilities and by designing production lines that can be quickly reconfigured for different batch sizes,” stated Nicola O’Byrne, Marketing Manager, Connected Motion and Robotics for ADI .
More localized supply chains can also add new flexibility to manufacturing, with the added benefit of reduced environmental impact from lower transportation complexity. Finally, with reliable and real-time data and easily reconfigurable systems, manufacturers can make decisions quickly such as scheduling maintenance, adjust a machine setting, or pivot from making shirts to face masks.
While some elements of the next industrial revolution remain aspirational – like fleets of autonomous robots cooperating on advanced tasks like construction, recovery and rescue, others are already being realized. One example here is decentralized 3D printing facilities, which are reducing time to market and time to customer for advanced manufacturing. With the right partners, today’s businesses can access many of the gains in efficiency, safety and productivity promised by Industry 4.0 manufacturing—and set the stage for the transformative next step in manufacturing.
“You’ll start to see higher and higher resolution data gathered from the manufacturing process, making more aspects of decision-making possible in real time,” said Liu.
The 4th revolution
The 3rd Industrial revolution brought us electronics, computing, telecommunications and digital technologies. This allowed manufacturers to design plants to mass produce a small number of products, or even a single product, at high volume. Today, a greater level of flexibility is required as consumers expect more options and levels of customization than what was available in the 1920s—or the early 2000s, for that matter.
“If you want to buy a car, there are many options you can choose from,” said Kevin Carlin, vice president of condition-based monitoring Otosense AI at Analog Devices. “Manufacturers need to be able to cater to hundreds of thousands, even millions, of different configurations. Then they need to manage the entire plant and supply chain to be able to respond to that in real time, and configure their factories to move from one model to another.”
Making the leap is no simple matter. Most factories rely on an existing, sometimes dated, technology ecosystem. Simply replacing old equipment with new equipment is expensive and often unrealistic. It’s one reason why the road to Industry 4.0 manufacturing may be a matter of augmentation rather than replacement, bringing the intelligence enabled by modern-day IT down to the machines already on the factory floor.
By setting up a wireless, sensor-driven communication network at the production level, partners like Analog Devices help manufacturers realize the promise of emerging technologies such as condition-based monitoring. Here, the health of a specific machine or part can be monitored by sensors, allowing plants to identify, diagnose and solve abnormalities before they become an issue or possibly even fail outright. This real-time monitoring can help extend equipment lifespans and increase throughput. Given that unscheduled downtime can amount to nearly a quarter of total manufacturing costs, predictive maintenance has the potential to unlock significant savings and productivity.
The COVID-19 pandemic has shown us how important it is not only to be able to quickly retool an entire factory floor, where manufacturers are able to switch from manufacturing one type of product to personal protective equipment, diagnostic equipment and health care devices such as ventilators, for instance, but also how necessary it is to keep machines running and prevent downtime as much as possible.
Unplanned downtime has a steep cost for manufacturers and is a priority for Industry 4.0 technologies.
The cost of downtime
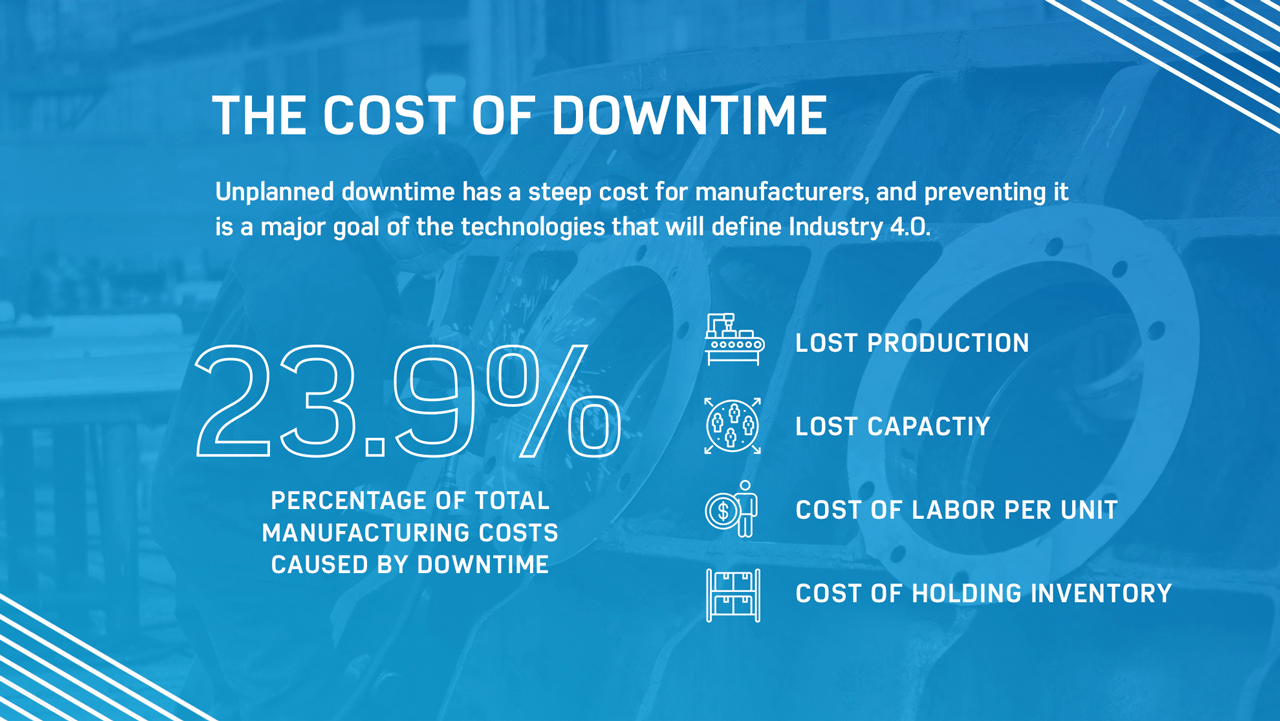
Unplanned downtime has a steep cost for manufacturers—and preventing it is a major goal of the technologies that will define Industry 4.0 manufacturing.
According to “The Costs and Benefits of Advanced Maintenance in Manufacturing,” a U.S. Department of Commerce report published in April 2018, the percentage of total manufacturing costs caused by downtime is 23.9% including lost production, lost capacity, the cost of labor per unit and the cost of holding inventory.
Hardware meets hard hats
At the heart of Industry 4.0 manufacturing is a concept known as interoperability, or the ability to communicate real-time data across numerous Industrial IoT devices. Manufacturing floors use equipment, software protocols and proprietary networks from a number of equipment manufacturers. To date, there hasn’t been a way for these individual protocols and networks to talk to each other. The emergence of Time Sensitive Networking (TSN) technology will enable this for the first time.
Given the high volume of data produced by today’s smart factories, a robust on-site network is a prerequisite for interoperability. One technology helping to enable it is real-time Deterministic Ethernet, which can better manage the high volume of data in a connected factory. In addition to leading the charge on sensor technology, partners like Analog Devices are pioneering the hardware (such as real-time Deterministic Ethernet switches), forming what amounts to a factory’s central nervous system.
Bringing IT to the factory floor
As industry 4.0 approaches, manufacturers are making the jump from legacy computer infrastructure to new network solutions driving faster speeds, better data management and increased energy efficiency.
“Our role in translating the physical to the digital means that the insight we generate at the edge now must talk to everything else that’s in a particular plant,” says Martin Cotter, senior vice president of worldwide sales and digital marketing at Analog Devices.
“Having a real-time, high-bandwidth connection across each system enables greater control of various production processes. That’s driving efficiency, it’s driving more certainty of output and it’s driving a next-generation industrial process,” he said.
With the bedrock of interoperability in place, manufacturers can begin to adopt Industry 4.0 manufacturing’s most exciting advances, such as robots and “cobots” capable of working alongside humans on the factory floor. Like autonomous vehicles, these machines are supported by advanced sensing solutions that intuit their surroundings three-dimensionally, ensuring a high degree of safety while they perform repetitive and complex tasks.
Partners like ADI can combine different sensing modalities, like vision and time of flight, with connectivity technology such as Deterministic Ethernet to transfer data in real time and have more precise control of robots and cobots.
According to one report, the use of these tools could help drive an estimated net savings of $40.4 billion per year for U.S. manufacturers.
“We are the source of data. We are where data is born. For 50 years, we’ve been the company people rely on to solve their toughest engineering challenges. Our experience in this space is the basis for all of the future advancements we’re building with our clients today,” Cotter said.
For manufacturers, taking that next step into the future depends on further investment in the technology underpinning advances in factory automation and flexibility. It’s here, at the sensor-driven level where the physical world meets the digital one, that the gains promised by Industry 4.0 are truly being realized.
Technology report by Analog Devices
